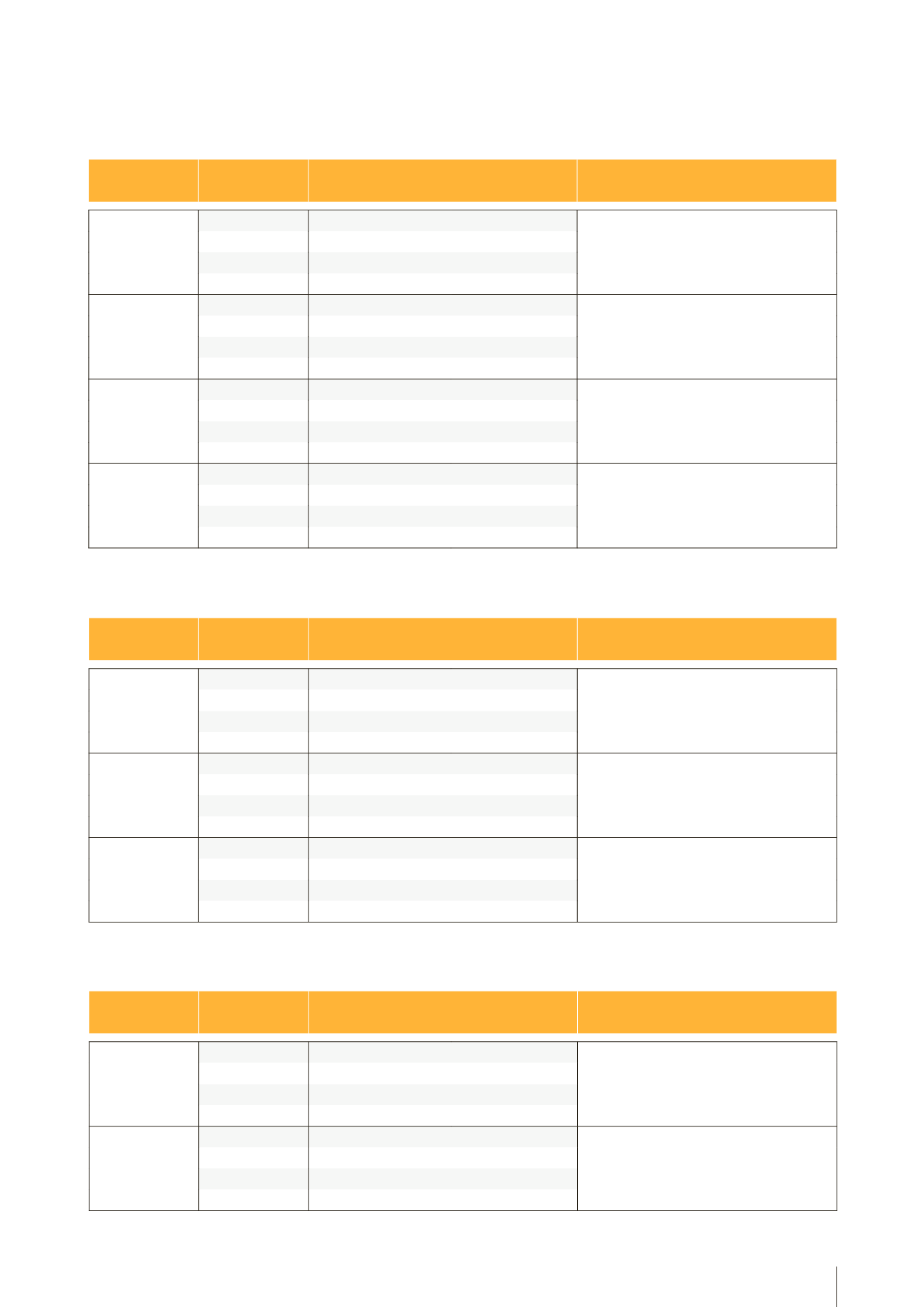
Наименование Классификация
Механические свойства металла шва
Описание и область применения
UTP 80 M
AWS 5.11
Предел текучести, R
P0,2
Временное
сопротивление, R
m
UTP 80 M предназначен для ремонта и наплавки
медноникелевых сплавов и сталей с медноникеле-
вым покрытием.
E NiCu-7
> 300 МПа
> 480 МПа
EN ISO 14172
Относительное удлинение, А Работа удара, K
V
E Ni 4060
> 30%
> 80 Дж
UTP 068 HH
AWS 5.11
Предел текучести, R
P0,2
Временное
сопротивление, R
m
UTP 068 HH предназначен прежде всего для
ремонта аналогичных и идентичных по хим. составу
никелевых сплавов, жаростойких аустенитных
сплавов, хладостойких никелевых сталей, аустенит-
но-ферритных соединений и антикоррозионной
наплавки.
E NiCrFe-3 (мод.)
420 МПа
680 МПа
EN ISO 14172
Относительное удлинение, А Работа удара, K
V
E Ni 6082
40%
120 Дж
UTP 6222 Mo
AWS 5.11
Предел текучести, R
P0,2
Временное
сопротивление, R
m
UTP 6222 Mo главным образом используется для
соединения, ремонта и наплавки никелевых спла-
вов, аустенитных сталей, хладостойких никелевых
сталей, аустенитно-ферритных соединений и анти-
коррозионной наплавки.
E NiCrMo-3
> 450 МПа
> 760 МПа
EN ISO 14172
Относительное удлинение, А Работа удара, K
V
E Ni 6625
> 30%
> 75 Дж
UTP 7015
AWS 5.11
Предел текучести, R
P0,2
Временное
сопротивление, R
m
UTP 7015 предназначен для наплавки и соеди-
нительной сварки материалов на никелевой
основе. Сварка разнородных материалов, таких как
аустенитно-ферритные соединения, а также для
антикоррозионной наплавки нелегированных и
низколегированных сталей, например, при строи-
тельстве реакторов.
E Ni 6182
400 МПа
670 МПа
EN ISO 14172
Относительное удлинение, А Работа удара, K
V
E NiCrFe-3
40%
120 Дж
Никелевые сплавы
Наименование Классификация
Механические свойства металла шва
Описание и область применения
UTP 8
AWS A5.15
Предел текучести, R
P0,2
Твердость, HB
UTP 8 предназначен для холодной сварки серого,
ковкого чугуна и литейных сталей, а также для
соединения этих материалов со сталью, медью и
медными сплавами прежде всего для ремонта и
восстановления.
E Ni-Cl
прибл. 220 МПа
прибл. 180
EN ISO 1071
E C Ni-Cl 1
UTP 83 FN
AWS A5.15
Твердость, HB
UTP 83 FN предназначен для ремонта и наплавки
распространённых сортов чугуна, таких как серый
чугун с пластинчатым и шаровидным графитом, ков-
кий чугун, а также для сварки данных материалов с
конструкционными и литейными сталями.
E NiFe-Cl
прибл. 190
EN ISO 1071
E C NiFe-11
UTP 86 FN
AWS A5.15
Предел текучести, R
P0,2
Твердость, HB
UTP 86 FN предназначен для ремонта, соедини-
тельной сварки и наплавки серого чугуна EN GJL
100 - EN GJL 400, чугуна с шаровидным графитом
EN GJS 400 - EN GJS 700 и ковкого чугуна EN GJMB
350 - EN GJMB 650, а также для соединения этих
материалов друг с другом или с конструкционными
и литейными сталями.
E NiFe-Cl
прибл. 340 МПа
прибл. 220
EN ISO 1071
E C NiFe-13
Чугуны
Наименование Классификация
Механические свойства металла шва
Описание и область применения
UTP 32
AWS A5.6
Предел текучести, R
P0,2
Относительное
удлинение, А
UTP 32 — оловянисто-бронзовый электрод с
основным типом покрытия для ремонта и наплавки
оловянистых бронз с содержанием олова 6–8 %,
медноцинковых сплавов, предназначен также для
антикоррозионной наплавки чугунов и сталей.
E CuSn-C (мод.)
прибл. 300 МПа
> 30%
DIN 1733
Удельное
электросопротивление
Твердость, HB
EL-CuSn7
7
прибл. 100
UTP 387
AWS A5.6
Предел текучести, R
P0,2
Временное
сопротивление, R
m
Медно-никелевый электрод UTP 387 используется
для ремонта и наплавки идентичных материалов с
содержанием никеля до 30 %, различных сплавов
цветных металлов и сталей.
E CuNi
> 240 МПа
> 390 МПа
DIN 1733
Относительное удлинение, А Работа удара, K
V
EL-CuNi30Mn
> 30%
> 80 Дж
Медные сплавы
9


